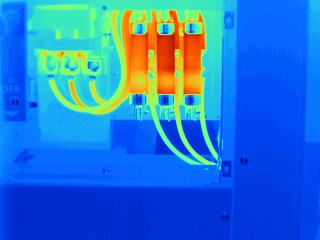
Detekcia porúch v kontaktných spojeniach rozvádzačov a nadzemných vedení
Ako viete, v závislosti od konštrukcie, účelu, spôsobu spájania materiálov, oblasti použitia a ďalších faktorov existujú kontaktné spoje so skrutkami, zvárané, spájkované a krimpované (lisované a skrútené). Vzdialené rozperné vodiče sa môžu vzťahovať aj na kontaktné spojenia.
Poruchy zvarových styčných spojov
Pri práci v kontaktných škárach vytvorených zváraním môžu byť príčiny defektov: odchýlky od špecifikovaných parametrov, podrezanie, bubliny, jaskyne, nedostatočná penetrácia, ochabnutie, praskliny, troskové a plynové inklúzie (dutiny), neutesnené krátery, vypálenie žilové vodiče, divergencia pripojených vodičov, nesprávna voľba svoriek, nedostatok ochranných povlakov na spojoch atď.
Technológia tepelného zvárania nezabezpečuje spoľahlivú prevádzku zváraných konektorov pre vodiče s veľkým prierezom (240 mm2 a viac).Dôvodom je skutočnosť, že v dôsledku nedostatočného zahrievania počas zvárania spájaných drôtov a nerovnomernej konvergencie ich koncov sú vonkajšie vrstvy spálené, nedostatočná penetrácia, zmršťovacie dutiny a trosky sa objavujú na mieste zvárania. V dôsledku toho klesá mechanická pevnosť zváraného spoja, čo pri mechanickom zaťažení nižšom ako vypočítané vedie k pretrhnutiu (popáleniu) drôtu v slučke kotvy.


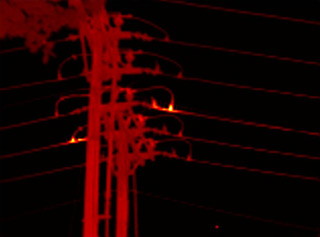
Chyby pri zváraní kotevných nosných slučiek viedli k núdzovým odstávkam nadzemných vedení s krátkou životnosťou. Ak sa jednotlivé drôty zlomia v zvarovom spoji, vedie to k zvýšeniu prechodového odporu a jeho teploty. Rýchlosť vývoja defektov v tomto prípade bude výrazne závisieť od mnohých faktorov: hodnota záťažového prúdu, napätie drôtu, vplyv vetra a vibrácií atď. Na základe vykonaných experimentov sa zistilo, že:
-
zmenšenie aktívneho prierezu vodiča o 20 — 25 % v dôsledku pretrhnutia jednotlivých vodičov nemusí byť pri IR riadení z vrtuľníka zistené, čo súvisí s nízkou emisivitou vodiča, vzdialenosťou tepelného izolantu od dráha vo výške 50 – 80 m, vplyv vetra, slnečného žiarenia a iných faktorov;
-
pri odmietnutí chybných kontaktných spojov vyrobených zváraním pomocou termokamery alebo pyrometra je potrebné mať na pamäti, že rýchlosť rozvoja defektov v týchto spojoch je oveľa vyššia ako pri skrutkových spojoch s lisovaním;
-
chyby styčných spojov zhotovené zváraním pri zvýšenej teplote asi 5 °C, zistené termovíznou kamerou pri kontrole vrtuľníkom nadzemného vedenia, by mali byť klasifikované ako nebezpečné;
-
oceľové objímky, ktoré nie sú odstránené zo zváranej časti drôtov, môžu vytvárať falošný dojem možné vykurovanie, v dôsledku vysokej emisivity vyhrievaného povrchu.

Poruchy spojov lisovaných kontaktov
V kontaktných spojeniach vytvorených krimpovaním dochádza k nesprávnemu výberu očiek alebo objímok, neúplnému zasunutiu jadra do očka, nedostatočnému zalisovaniu, posunutiu oceľového jadra v konektore drôtu atď. Ako viete, jedným zo spôsobov spravovať krimpované konektory bol nameraný ich DC odpor.
 Kritériom pre minimálne kontaktné spojenie je odpor ekvivalentnej časti celého vodiča. Lisovaný konektor sa považuje za výhodný, ak jeho odpor nie je väčší ako 1,2-násobok ekvivalentnej dĺžky celého drôtu.
Kritériom pre minimálne kontaktné spojenie je odpor ekvivalentnej časti celého vodiča. Lisovaný konektor sa považuje za výhodný, ak jeho odpor nie je väčší ako 1,2-násobok ekvivalentnej dĺžky celého drôtu.
Pri stlačení spojky jej odpor prudko klesá, no s rastúcim tlakom sa stabilizuje a mení sa nepatrne. Odpor konektora je veľmi citlivý na stav kontaktnej plochy krimpovaných vodičov. Vzhľad oxidu hlinitého na kontaktných plochách vedie k prudkému zvýšeniu prechodového odporu konektora a zvýšeniu tvorby tepla.
Nevýznamné zmeny kontaktného odporu kontaktného spoja počas procesu lisovania, ako aj s tým spojené nízke uvoľňovanie tepla v ňom, svedčia o nedostatočnej účinnosti pri zisťovaní defektov v nich ihneď po montáži pomocou infračervených zariadení.
Počas prevádzky lisovaných kontaktných spojov prispeje prítomnosť defektov v nich k intenzívnejšej tvorbe oxidových filmov so zvýšením prechodového odporu a výskytom lokálneho prehriatia. Preto sa dá predpokladať, že infračervená kontrola nových spojení krimpovaných kontaktov neumožňuje detekciu chýb krimpovania a mala by sa vykonávať pre konektory, ktoré sú v prevádzke po určitú dobu (1 rok a viac).
Hlavnými charakteristikami lisovaných konektorov sú stupeň krimpovania a mechanická pevnosť. So zvyšujúcou sa mechanickou pevnosťou konektora klesá jeho prechodový odpor. Maximálna mechanická pevnosť konektora zodpovedá minimálnemu elektrickému odporu kontaktu.
Chyby skrutkových kontaktov
Kontaktné konektory vyrobené so skrutkami majú najčastejšie chyby v dôsledku chýbajúcich podložiek pri pripájaní medeného drôtu k plochej svorke z medi alebo hliníkovej zliatiny, chýbajúce pružiny Belleville, kvôli priamemu spojeniu hliníkovej špičky s medenými svorkami vnútorných zariadení s agresívnym alebo vlhkým prostredím v dôsledku nedostatočného uťahovacieho momentu skrutiek atď.
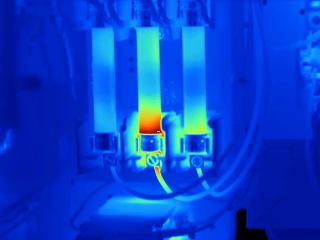
Skrutkové spoje hliníkových prípojníc pre vysoké prúdy (3000 A a viac) nemajú dostatočnú stabilitu v prevádzke.Ak kontaktné spojenia pre prúdy do 1500 A vyžadujú dotiahnutie skrutiek každé 1-2 roky, potom podobné spojenia pre prúdy 3000 A a viac vyžadujú každoročnú opravu s nevyhnutným vyčistením kontaktných plôch. Potreba takejto operácie je daná tým, že v potrubiach pre veľké prúdy (autobusy elektrární a pod.) vyrobených z hliníka je proces tvorby oxidových filmov na povrchu styčných škár intenzívnejší.
Proces tvorby oxidových filmov na povrchu skrutkových stykových spojov je uľahčený rôznymi teplotnými koeficientmi lineárnej rozťažnosti oceľových svorníkov a hliníkovej koľajnice. Pri prechode skratového alebo striedavého prúdu prípojnicou dochádza najmä pri dlhej prípojnici k vibráciám a dochádza k deformácii (zhutneniu) kontaktnej plochy hliníkovej prípojnice. V tomto prípade sa sila, ktorá sťahuje dve kontaktné plochy autobusu k sebe, oslabí a vrstva maziva medzi nimi sa odparí. V dôsledku tvorby oxidových filmov sa kontaktná plocha kontaktov, t.j. zmenšuje sa počet a veľkosť kontaktných plôch (bodov), ktorými prúd prechádza, a zároveň sa v nich zvyšuje prúdová hustota. Môže dosiahnuť tisíce ampérov na štvorcový centimeter, v dôsledku čoho sa výrazne zvyšuje zahrievanie týchto bodov.
Teplota posledného bodu dosiahne bod topenia kontaktných materiálov a medzi kontaktnými povrchmi sa vytvorí kvapka tekutého kovu. Teplota kvapôčok sa pri zvyšovaní dostane do varu, priestor okolo kontaktného spoja sa ionizuje a v reaktore môže vzniknúť viacfázový skrat.Pod vplyvom magnetických síl sa oblúk môže pohybovať pneumatiky RU so všetkými z toho vyplývajúcimi dôsledkami.
Prevádzkové skúsenosti ukazujú, že spolu so silnoprúdovými prípojnicami sú jednosvorníkové kontaktné spojenia nedostatočne spoľahlivé. Posledne menované sa v súlade s GOST 21242-75 môžu používať pri menovitých prúdoch do 1000 A, ale poškodzujú sa už pri prúdoch 400-630 A. Zlepšenie spoľahlivosti jednoskrutkových kontaktných spojení vyžaduje množstvo technické opatrenia na stabilizáciu elektrického odporu.
Proces vývoja defektov v skrutkovom kontaktnom spojení spravidla trvá dlho a závisí od mnohých faktorov: zaťažovací prúd, režim prevádzky (stabilné zaťaženie alebo premenlivé), vystavenie chemikáliám, zaťaženie vetrom, utiahnutie skrutiek. sily, dostupnosť stabilizácie prítlačného tlaku a pod.
Prechodový odpor kontaktného spojenia sa postupne zvyšuje až do určitého časového bodu, po ktorom dochádza k prudkému zhoršeniu kontaktnej plochy s intenzívnym uvoľňovaním tepla, ktoré charakterizuje havarijný stav kontaktného spojenia.
Podobné výsledky dosiahli špecialisti z Inframetrix (USA) počas tepelných skúšok skrutkových kontaktných spojov. Nárast teploty ohrevu počas skúšok je postupný počas celého roka a potom začína obdobie prudkého nárastu uvoľňovania tepla.
Poruchy styčných škár vzniknuté krútením
K poškodeniu kontaktných spojov vytvorených krútením dochádza najmä v dôsledku chýb inštalácie.Neúplné skrútenie drôtov v oválnych konektoroch (menej ako 4,5 otáčky) vytiahne drôt z konektora a zlomí ho. Neošetrené vodiče vytvárajú vysoký prechodový odpor, čo vedie k prehriatiu vodiča v konektore s možným vyhorením. Vyskytujú sa prípady opakovaného vyťahovania bleskozvodného drôtu typu AJS-70/39 z oválneho konektora značky SOAS-95-3 z nadzemných vedení 220 kV stočených na nižší počet závitov.

 Dištančné zátvorky
Dištančné zátvorky
Nevyhovujúci dizajn niektorých verzií rozperiek, vystavenie silám vibráciám a iným faktorom môže viesť k odieraniu alebo pretrhnutiu drôtov. V tomto prípade bude cez rozperu pretekať prúd, ktorého hodnota bude určená povahou a stupňom rozvoja defektu.
Na základe materiálov „Infračervená diagnostika elektrických zariadení distribučných zariadení“ Autor Bazhanov S. A.