Káblové koncovky
 Konečné tesnenie sa vykonáva na utesnenie kábla v bezprostrednej blízkosti miesta pripojenia jeho prúdových vodičov k zariadeniam, prípojniciam rozvodných zariadení a iným prvkom elektroinštalácie.
Konečné tesnenie sa vykonáva na utesnenie kábla v bezprostrednej blízkosti miesta pripojenia jeho prúdových vodičov k zariadeniam, prípojniciam rozvodných zariadení a iným prvkom elektroinštalácie.
V súčasnosti sa pre napätie do 10 kV používajú tieto typy káblových prerušení: v oceľovom lieviku, v gumenej rukavici, epoxidovej živici, ako aj z polyvinylchloridových pásikov.
Ukončenie káblov v oceľových lievikoch (typové označenie KVB) je stále široko používané pre elektroinštalácie s napätím do 10 kV umiestnené v suchých vykurovaných a nevykurovaných miestnostiach. Takéto tesnenie môže mať tri vzory:
-
KVBm — s oválnym malým lievikom bez veka a namontovaným bez porcelánových puzdier,
-
KBBk — s okrúhlym lievikom, na ktorého výstupe sú káblové jadrá umiestnené vo vrcholoch rovnostranného trojuholníka (v uhle 120 °),
-
KVBo — s oválnym lievikom, na výstupe ktorého sú vodiče kábla umiestnené v jednom rade.
Tesnenia KVBo a KVBk sa používajú na spojenie káblov určených pre napätie do 10 kV s vodičmi ľubovoľného prierezu, pri ukončení káblov pre napätie 3, 6 a 10 kV sa lievik inštaluje s krytom a porcelánovými vývodkami a pri pripájaní káble pre napätie do 1 kV — bez krytu a priechodiek.
Utesnenie koncov káblov v oceľovom lieviku sa používa najčastejšie, pretože materiály potrebné na výrobu a odlievanie lievikov sú vždy dostupné v akomkoľvek elektrickom zariadení. Na ukončenie trojžilových káblov pre napätie do 1 kV s prierezom do 3 x 120 mm2 a štvoržilových káblov s prierezom do 4 x 95 mm2, väčšinou oválnych oceľových lievikov malých používa sa veľkosť KVBm. Tesnenie sa vykonáva v nasledujúcom poradí.
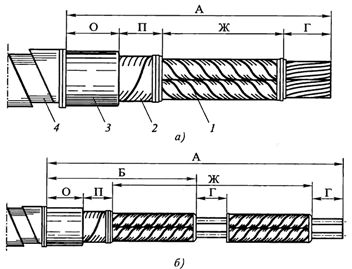
Oceľový lievik, ktorý sa má inštalovať, sa očistí od nečistôt, umiestni sa na kábel (obr. 1, a) a nasunie sa pozdĺž neho (po zabalení papierom na ochranu lievika pred znečistením). Po odrezaní konca kábla zahrejte hmotu značky MP-1 na 120 ... 130 ° C a opatrne oparte odrezanú časť.
Žily sú izolované lepiacou páskou z polyvinylchloridu (obr. 1, b) aplikovaním polovičných prekrývajúcich sa závitov. Lievik sa nasunie na odrezaný koniec kábla (obr. 1, c), v ňom sú umiestnené drôty. Potom sa po označení miesta hrdla lievika na kábli opäť posunie.
Pripevnením uzemňovacieho vodiča k plášťu a pancierovaniu kábla drôteným obväzom ho prispájkujte (obr. 1, d ... f).Po odstránení zvyšnej prstencovej pásky cez izoláciu a následne na pancier kábla (v mieste, kde by malo byť hrdlo lievika) sa kónicky navinie niekoľko vrstiev živicovej pásky (obr. 1, g) pre tesnejšiu trysku na hrdle lievika. .
Stredom vinutia prechádza uzemňovací vodič (po 3 ... 4 vrstvách). Lievik je zatlačený na miesto, s námahou je umiestnený na cievku a pripevnený vertikálne ku konštrukcii pomocou svoriek, ku ktorým je potom pripevnený uzemňovací drôt (obr. 1, h).
Uši sú prispájkované alebo privarené ku koncom káblových jadier, káblové jadrá sú ohnuté tak, aby boli v rovnakej vzdialenosti od seba a od stien lievika, a potom sa lievik zahreje na 35 ... 50 ° C, naplňte ju horúcim káblovým stolom. Počas chladenia a zmršťovania sa hmota kábla naleje do lievika tak, aby jeho konečná hladina nebola viac ako 10 mm pod okrajom lievika.
Kvôli ochrane proti korózii sú lievik, konzola a nosná konštrukcia natreté emailovou farbou. Na lieviku je vyznačené číslo a prierez kábla.
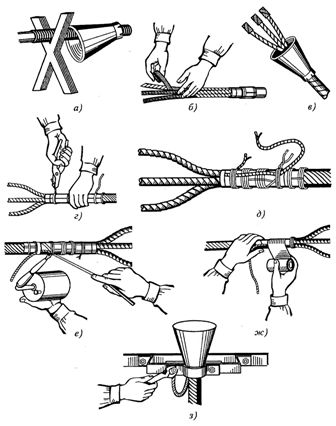
Ryža. 1.Postupnosť operácií (a … h) dokončovanie kábla v oceľovom lieviku
Ukončenie káblov v gumených rukaviciach (typové označenie KVR) je povolené v miestnostiach s bežným prostredím s rozdielom v úrovniach umiestnenia koncov káblov nie väčším ako 10 m a používa sa pre trojžilové káble určené do napätie do 1 kV, s priečnym prierezom vodičov do 240 mm2 a štvoržilové káble s prierezom vodičov do 185 mm2. Gumové rukavice sú vyrobené z dusitanovej gumy PL-118-11.
Po odrezaní konca kábla sa vykoná inštalácia ukončenia KVR (obr. 2) v nasledujúcom poradí.Najprv sa na odrezané žily 4 kábla v určitej vzdialenosti nanesie niekoľko vrstiev vinutia 2 z lepiacej polyvinylchloridovej pásky na upevnenie papierovej izolácie a zaoblenie jej ostrých hrán, aby sa uľahčil ich prechod cez rúrky 3 a vetvy (prsty) 14 na rukavici.
Telo (telo) 75 rukavice sa ohýba kliešťami v niekoľkých krokoch pozdĺž celého obvodu v oblasti približne rovnej šírke svorky 6 (25 ... 30 mm, v závislosti od veľkosti rukavice).
Časť plášťa 9 kábla medzi dvoma prstencovými zárezmi sa odstráni a na odkrytú časť izolácie kríža 12 sa priloží obväz 13 z ťažkej nite, po čom sa na ohnutej časti tela 15 rukavice vytvorí drsnosť. , na ktoré sa utieraním handrou namočenou v benzíne spracuje kardo páskovým pilníkom alebo štetcom. Časť škrupiny, na ktorej bude rukavica nalepená, sa vyčistí do lesku a následne sa utrie handričkou namočenou v benzíne.
Ohnutá časť tela rukavice a časť plášťa sú potom potiahnuté tenkou vrstvou lepidla č. 88H. Ak je priemer škrupiny menší ako vnútorný priemer rukavice, navinie sa okolo škrupiny olejuvzdorná gumička, ktorej každá vrstva je navyše potiahnutá lepidlom. Po 5 ... 7 minútach potrebných na zaschnutie lepidla sa telo rukavice prehne cez kotúč pásky. Hĺbka pripevnenia rukavice k puzdru E by mala byť 30 … 35 mm.
Telo rukavice pripevnite k telu pomocou špeciálnej svorky alebo dvoch obväzov so štyrmi závitmi z medeného alebo mierne pozinkovaného oceľového drôtu s priemerom 1 mm (po predchádzajúcom navinutí dvoch vrstiev gumovej pásky na telo v miestach, kde sú nainštalovaný).
Po dočasnom zviazaní gumených hadičiek bavlnenou alebo gumenou páskou priamo v rukavici na ochranu izolácie papierovej pásky pred poškodením sú žily kábla ohnuté a ohnuté.
Ohnite konce vodičov izolujúcich vodiče v oblasti rovnajúcej sa dĺžke rúrkovej časti hrotu 1 plus 8 mm, čím pripravíte vodiče kábla na ukončenie. Na uľahčenie ohýbania rúr sú vonkajšie povrchy týchto oblastí rozmazané vazelínou alebo mazacím olejom.
Hroty pritlačte, privarte alebo prispájkujte na konce vodivých jadier a potom ich valcovú (rúrkovú) časť utrite handrou navlhčenou v benzíne.
Zakrivená časť rúry sa po utretí handrou navlhčenou benzínom zdrsní metlovým pilníkom alebo oceľovou kefou a následne sa na ňu nanesie tenká vrstva lepidla č.88H.
Zvitky navinuté gumovou páskou odolnou voči olejom a potiahnuté lepidlom č. 88H sú umiestnené v otvoroch hrotu vytvorených pri lisovaní metódou lokálneho vtláčania. Ak je priemer valcovej časti hrotu menší ako vnútorný priemer rúrky, to znamená, že je medzi nimi rozdiel, toľko vrstiev gumy odolnej voči olejom, predtým otreté benzínom a potiahnuté lepidlom č. 88H , sú navinuté na hrote, ak je potrebné ho úplne eliminovať. Na utesnenie sa trubica odskrutkuje na valcovú časť hrotu.
Utesnenie sa môže uskutočniť aj prilepením kusu rúrky takej dĺžky, aby úplne zakryl valcovú časť špičky a vstúpil do hlavnej rúrky vo vzdialenosti rovnajúcej sa dvom jej priemerom. V tomto prípade sa lepené plochy rúr (hlavné a úsekové) najskôr zdrsnia, utrú handrou namočenou v benzíne, prekryjú lepidlom č.88H a nechajú zaschnúť.Potom sa opäť nanesie hrubá vrstva lepidla č.88H na vnútorný povrch rúrkového segmentu a ihneď pritlačený na hrot.
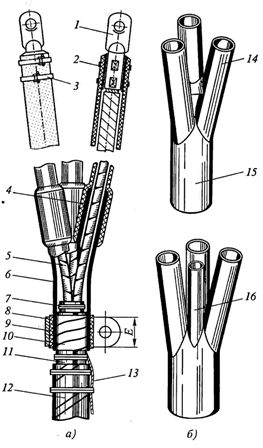
Ryža. 2. Konštrukcia ukončenia KVR (a) a typ gumených rukavíc pre trojžilové a štvoržilové káble (b): 1 — vrch, 2, 11 — vinutie PVC pásky, 3 — hadička z dusitanovej gumy, 4 — jadro kábla, 5 — rukavice, 6 — držiak, 7 — uzemňovací vodič, 8 — nárazník, 9 — plášť kábla, 10 — gumové tesnenie odolné voči oleju, 12 — izolácia pásu, 13 — obväz, 14 — prst rukavice, 15 — telo rukavice, 16 — stúpanie pre štvoržilový štvoržilový kábel
Pri kompletizácii jadra zváraním pomocou odliatkov značky LA sa na holú časť jadra navinie pás olejovzdornej gumy s prechodom jej závitov na hrot a izoláciu jadra. Je tiež povolené utesniť túto cievku súvislým obväzom zo skrúteného špagátu s priemerom 1,5 ... 2 mm, ktorý je potom pokrytý asfaltovým lakom.
Najbežnejšie spôsoby utesnenia gumových hadičiek k armatúram sú znázornené na obr. 3. Gumové trubičky 1 sú upevnené na tele hrotu špeciálnou páskou 3 alebo štyrmi závitmi medeného drôtu s priemerom 1 mm.
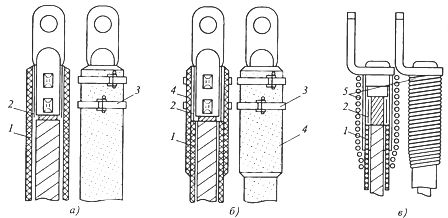
Ryža. 3.Spôsoby utesnenia gumených rúrok na hliníkovej špičke: a — predrolovaním rúrky, b — pomocou kúska rúrky, c — skrúteným povrazom na lisovanej špičke, 1 — gumená rúrka, 2 — zvitok s gumovou páskou odolnou voči olejom , 3, 5 — obväzy z oceľovej pásky a špagátu, 4 — spojky vyrobené z gumenej rúrky
Epoxidová koncovka káblov sa vyznačuje jednoduchosťou vyhotovenia, spoľahlivosťou, vysokou elektrickou a mechanickou pevnosťou, bezpečnosťou a tepelnou odolnosťou (pracovná teplota takéhoto tesnenia je od -50 do +90 ° C).
Má všeobecné označenie typu KVE a používa sa na ukončenie silových káblov určených pre napätie do 10 kV a používaných v akýchkoľvek priestoroch, ako aj vo vonkajších elektrických inštaláciách chránených pred priamym vystavením atmosférickým zrážkam a slnečnému žiareniu.
Po vytvrdnutí epoxidovej zmesi sa vytvorí epoxidové hotové teleso, vytvarované do kužeľovitého tvaru, dočasne posunuté pozdĺž konca kábla.
Vložka epoxidového telesa (obr. 4) môže mať nasledujúci dizajn:
-
KVEN – s dusitanovými kaučukovými trubicami z drôtov na použitie v suchých miestnostiach,
-
KVED — s dvojvrstvovými (spodná vrstva polyvinylchloridu, horná vrstva polyetylénu) rúrkami na žilách na použitie vo vlhkých miestnostiach a oblastiach s tropickým a subtropickým podnebím,
-
KVEP — s výstupom z puzdra izolovaných vodičov spájkovaných vo vnútri viacžilových vodičov kábla určeného pre napätie do 1 kV, na použitie vo vlhkých miestnostiach a oblastiach s tropickým a subtropickým podnebím,
-
KVEz — s dusitanovými kaučukovými hadicami na jednožilových vodičoch káblov určených pre napätie do 1 kV a zariadením „zámky“ vo vnútri skrinky pre použitie vo vlhkých miestnostiach a oblastiach s tropickým a subtropickým podnebím.
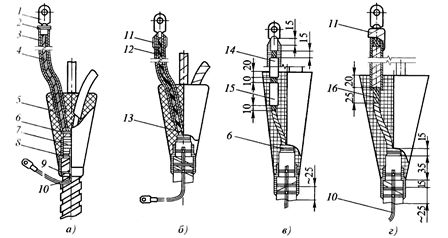
Ryža. 4. Konečné epoxidové tesnenie káblov rôznych prevedení: a — KVEN, b — KVED, c — KVEP, d — KVEz, 1 — hrot, 2 — obväz alebo svorka, 3 — hadička z dusitanovej gumy, 4 — vodivý drôt v továrenskej izolácii , 5 — puzdro z epoxidovej zmesi, 6 — obväz zo surových nití na izolácii pásu, 7 — plášť kábla, 8 — dvojvrstvové vinutie, 9 — drôtený obväz uzemňovacieho drôtu, 10 — uzemňovací drôt, 11 — navíjanie bavlnenej pásky pokrytej epoxidovou zmesou, 12 — dvojvrstvová rúrka, 13 — izolovaný drôt, 14 — spojenie jadra spájkovaním, 15 — vinutie z lepiacej PVC pásky, 16 — holá časť jadra
Okrem vyššie uvedeného sa koncovky KVEo používajú aj bez epoxidového liateho tela, ale s kotúčom bavlnených pások zlepených epoxidovou zmesou, sú určené na konečné ukončenie jednožilových káblov určených pre napätie do 1 kV, za rovnakých podmienok ako terminály KVEN a KVED.
Inštalácia svoriek začína po prerezaní kábla, vykonanom v súlade so všeobecnými pokynmi. Rozmery káblových pásikov pre svorky KVEP a KVEz sú určené pomocou obr. 5 a tab. 1.
Ryža. 5. Odrezanie kábla na montáž KVEP (a) a KVEz (b): 1 — jadro v továrenskej izolácii, 2 — izolácia pásu, 3 — plášť, 4 — tienenie kábla
Zvláštnosťou ukončenia KVEP je, že z neho nevychádzajú vodivé jadrá kábla, ale kusy izolovaného drôtu, ktoré sú k nim pripevnené. Vykonáva sa nasledovne.Vyberie sa kus izolovaného drôtu požadovanej dĺžky s prierezom zodpovedajúcim prierezu jadra kábla, jeho konce sa vyčistia a pripraví sa na pripojenie jedného z nich k jadru kábla a druhého k hrotu.
Tabuľka 1 Veľkosti káblových pások na osadenie tvaroviek KVEP a KVEz
Veľkosť segmentov segmentov kanálov, mm (pozri obr. 5) AOONSGBCEP-1, Quep-2170352040-Qvep-3, Queep-4210502045-CVEP-5, Quep-62405020-Quep-724-CV -2, KVEz-3F + 5535202595KVEz-4, KVEz-5F + 55352025120
Poznámky:
1. Dĺžka rezaných káblových žíl (segment Ж) sa berie v závislosti od podmienok kladenia a pripojenia, ale nie menej ako 150 mm.
2. Sekcia G pre ukončenie KVEz je určená v závislosti od spôsobu ukončenia vodičov.
Holé konce medeného jadra kábla a medeného drôtu sa odmastia, vložia do spojovacej medenej objímky a zaspájkujú naliatím spájky POS-30 alebo POS-40. Hliníkové jadro kábla je spojené s hliníkovým drôtom v hliníkovej objímke spájkovaním, nalievaním alebo krimpovaním.
Po pripojení jadra kábla k vodiču sa na exponovanú oblasť nanesie cievka lepiacej polyvinylchloridovej pásky, uzemňovací vodič sa prispájkuje k tieneniu a pásikom a potom sa jadro a plášť v koncovom bode odmastia acetónom kým neposkytnú lepšiu priľnavosť k epoxidovej zlúčenine.
Na pripravený koniec kábla je namontovaný pohyblivý kužeľ tak, že jadrá kábla sú vo vzdialenosti najmenej 6 ... 7 mm od každého bodu jeho okraja a spájkovacia časť je vo vnútri. Forma sa vyleje epoxidovou zmesou a po vytvrdnutí sa vyberie.
Epoxidová koncovka KVEz (pozri obr. 4, d) sa líši od koncovky KBEp tým, že na jednožilových plných drôtoch kábla sú ponechané 25 mm dlhé úseky G, nazývané zámky, bez izolácie (pozri obr. 5). Cez drôty s odkrytými úsekmi je umiestnená trubica z dusitanovej gumy tejto dĺžky, ktorá umožní jeden koniec pretiahnuť cez valcovú časť hrotu a druhý zapustiť vybrania v epoxidovom tele do hĺbky min. 20 mm.
Pri inštalácii a vyplnení formy epoxidom spĺňajú vložky KVEz rovnaké požiadavky ako vložky KVEP.
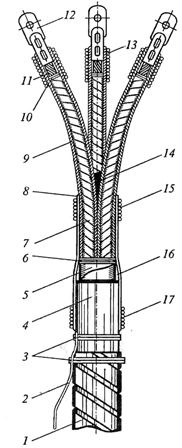
Ryža. 6. Ukončenie KVV: 1 — tienenie kábla, 2 — zemniaci vodič, 3 — drôtové pásy tienenia a plášťa, 4 — plášť kábla, 5 — továrensky vyrobená izolácia, 6 — obväz z bavlnenej priadze na izolácii pásu, 7 — jadro v továrni izolácia, 8 — vinutie pásu v tvare skla, 9 — vinutie jadra, 10 — obväz z bavlnenej priadze na izolácii jadra, 11 — holá časť jadra, 12 — káblová svorka, 13, 15, 17 — obväzy, 14 — výplň, 16 — nivelačný valec
Ukončenie káblov PVC pásikmi
Koncové tesnenia z polyvinylchloridových pások a lakov (typové označenie KVV) sa používajú pre káble izolované papierom, určené pre napätie do 10 kV a používané v interiéri, ako aj vo vonkajších inštaláciách pri teplote okolia nepresahujúcej 40 °C a pod na ochranu pred priamym vystavením zrážkam a slnečnému žiareniu.
Ukončenie KVV sa používa, keď rozdiel úrovní najvyššieho a najnižšieho bodu umiestnenia kábla pozdĺž trasy nie je väčší ako 10 m, inak sa používa špeciálne ukončenie KVV. Inštalácia armatúr KVV sa vykonáva pri teplote okolia najmenej 5 ° C.
Utesnenie KVV (obr. 6) sa vykonáva lepiacou (prvá verzia) alebo nelepivou (druhá verzia) polyvinylchloridovou páskou s použitím kompozícií č. 1 (veko) alebo č. 2 (výplň), resp. (obr. s lepiacou vrstvou ) páska má hrúbku 0,2 ... 0,3 mm a šírku 15 ... 20 mm a nelepivá páska má hrúbku 0,4 mm a šírku 25 mm. Rozmery prierezu kábla na dokončenie KVV sa určujú pomocou tabuľky. 2 a obr. 5, a.
Káblové oká sú privarené, spájkované alebo zlisované na konce káblových jadier.
Pri ukončovaní káblových žíl zalisovaním očka cez miestne vybranie sa používajú iba trubkové oká, ktoré majú továrenské tesnenie. Pred zalisovaním hliníkového drôtu kábla sa vnútorný povrch hrotu očistí oceľovou drôtenou kefou a namaže kremenno-vazelínovou pastou.
Po odstránení izolácie z koncov drôtu na dĺžku rovnajúcu sa dĺžke rúrkovej časti hrotu a ich zotretí z cardo pásky do kovového lesku sa exponované miesto tiež namaže kremenno-vazelínovou pastou.
Po takejto príprave sa hrot priloží, kým nedosadne na jadro, a po vložení do lisovacieho mechanizmu s vopred zvoleným razníkom a matricou ho ohnite.Jamky získané na rúrkovej časti hrotu po zalisovaní sa utierajú handričkou navlhčenou benzínom, lubrikujú sa kompozíciou č. 2 a potom sa naplnia kotúčmi polyvinylchloridovej pásky a polyvinylchloridovou kompozíciou č. 2.
Objem a tvar kotúča pásky musí zodpovedať hĺbke a tvaru otvoru. Prameň sa vtlačí do otvoru a potom sa potiahne zmesou #2.
Rímsy vytvorené na prechodoch z vonkajšieho povrchu valcovej časti káblových ôk k izolácii jadra sú vyrovnané zvitkom polyvinylchloridovej pásky šírky 7,5 mm, pre ktorú je rolka pásky široká 15 mm rozrezaná na polovicu. Podobne zarovnajte lištu na prechode od oloveného alebo hliníkového plášťa k izolácii pásu.
Tabuľka 2. Rozmery káblovej lišty pre inštaláciu svoriek KVV
Veľkosť inštalácie Prierez vodiča, mm2, pre napäťové káble, kVRozmery segmentov kanálov, mm (pozri obr. 4, a)1610АОНСКВВ-1До 25—F + 653015KVV-235…5010…25-F + 70KV53 …V9050 … 5016…25F + 1058025KVV-4120… 15070…9535… 70F + 1058025KVV-5185120…15095…120F + 12510025KVV-62401812151V-624018121501F +F72151V-85501V-801F 510025KVV-8—240F + 12510025
Poznámky:
1. Dĺžka odstrihnutých vodičov (segment G) sa berie v závislosti od podmienok pripojenia, najmenej však 150 mm pre kábel pre napätie 1 kV, 250 mm pre napätie 6 kV a 400 mm pre napätie 10 kV.
2. Sekcia G sa určuje v závislosti od spôsobu ukončenia vodičov.
Potom utrite vonkajšie povrchy izolácie drôtu a izolácie pásu handrou mierne navlhčenou v benzíne a každé jadro od izolácie pásu po kontaktnú časť hrotu sa navinie polyvinylchloridovou páskou (v troch vrstvách s drôteným krížom). prierezu do 95 mm2 a v štyroch vrstvách s prierezom 120 mm2 a viac).
Vrstvy polyvinylchloridovej pásky sa nanášajú s 50% prekrytím predchádzajúceho závitu (presahu) a s ťahom, pri ktorom sa páska natiahne so zmenšením počiatočnej šírky najviac o 1/4. Konečná vrstva vinutia každého jadra sa vykonáva priblížením celého rozstupu oloveného alebo hliníkového plášťa.
Vinutie každej žily je pokryté kefou s hrubou vrstvou zloženia č. 2 v úsekoch dlhých 70, 100 alebo 120 mm (počítané od konca izolácie pásu) s priemermi káblov pozdĺž plášťa, resp. 40 a 55 mm. Kompozícia sa aplikuje na tú časť povrchu každého jadra, ktorá smeruje dovnútra.
Pomocou štetca alebo drevenej špachtle sa hmotou č.2 vyplní vnútorný priestor medzi žilami. Potom sa žily stlačia rukami do zväzku a v tejto polohe sa fixujú bavlneným obväzom vo vzdialenosti 10 mm od oblasti pokrytej kompozíciou č.
Vonkajší povrch zväzku stlačených žíl je tiež potiahnutý hrubou vrstvou kompozície #2 (s použitím kompozície vytlačenej vo zväzku). Množstvo kompozície v drážkach vytvorených žilami by malo byť také, aby vychádzalo vo forme troch kotúčov nad povrchom zväzku, to znamená, že by nemali zostať nenaplnené kompozíciou, v ktorej môže vzduch a vlhkosť hromadiť.
Na časť žíl zlisovaných do zväzku a na časť plášťa kábla je nanesené pásové sklenené vinutie z ôsmich vrstiev polyvinylchloridovej pásky s 50% prekrytím (bez ohľadu na prierez a napätie kábla) a pri vzdialenosť 20 mm od koncov tohto vinutia a na valcovej časti káblovej tyče — točené obväzy z povrazu s priemerom 1 mm (tabuľka 3).
Obväzy sú pokryté polyvinylchloridovou zlúčeninou č. 1 pomocou štetca.
Na zvýšenie odolnosti proti vlhkosti je vonkajší povrch tesnenia pokrytý asfaltovým lakom alebo farebným emailom.
Dočasný obväz z bavlnenej pásky aplikovanej 10 mm nad sklenenou cievkou možno odstrániť po ohnutí drôtov a ich napojení na kontakty príslušných gúm prístroja alebo rozvádzača a po dostatočnom vysušení kompozície č.
Okrem toho je pred vyschnutím kompozície 2 žiaduce uvoľniť uloženie od tlaku impregnačnej kompozície, ktorý vzniká v dôsledku rozdielu v úrovniach umiestnenia koncov kábla. Spojenie kábla s novo inštalovanou koncovkou pod záťažou je povolené najskôr 48 hodín po ukončení inštalácie.
Tesnenia KVV s použitím nelepiacej polyvinylchloridovej pásky a tekutej zlúčeniny č. 1 sa inštalujú rovnakým spôsobom ako tesnenia pomocou lepiacej pásky. V tomto prípade je každá vrstva cievky (aby sa predišlo oslabeniu hustoty jej prekrytia pred dokončením ďalšej vrstvy) dočasne fixovaná obväzom z 2-3 prameňov surových nití.
Tabuľka 3 Závislosť šírky bandáže od prierezu káblových žíl
Sekcia jadra, mm2162535507095120150185240 Šírka bandáže, mm25303540455055657075
Povrch každej vrstvy cievky je najskôr pokrytý jednou a po vysušení - druhou vrstvou kompozície č. 1. Ďalšia vrstva pásky sa aplikuje na tretiu vrstvu kompozície č. 1, ktorá sa neaplikuje okamžite po celej dĺžke, postupne však po úsekoch s dĺžkou 100 mm.
Tesnenia KVV špeciálnej konštrukcie sa používajú s veľkými rozdielmi v úrovniach umiestnenia koncov káblov. Od tesnení prvého a druhého prevedenia sa líšia tým, že vinutie na izolácii jadra je vyrobené z piatich vrstiev polyvinylchloridovej pásky a tesniaca chrbtica je utesnená epoxidovou zmesou namiesto polyvinylchloridovej zlúčeniny č. 2.
V špeciálnych konštrukčných KVV tvarovkách je vyrovnávacia cievka medzi špičkou a izoláciou jadra vyrobená bavlnenou páskou s bohatým epoxidovým náterom na každom otočení.