Vysokofrekvenčné elektromotory
 Pri brúsení malých otvorov sú potrebné veľmi vysoké otáčky brúsneho vretena na dosiahnutie primeraných rezných rýchlostí. Takže pri brúsení otvorov s priemerom 5 mm s kruhom s priemerom 3 mm rýchlosťou iba 30 m / s musí mať vreteno rýchlosť otáčania 200 000 ot / min.
Pri brúsení malých otvorov sú potrebné veľmi vysoké otáčky brúsneho vretena na dosiahnutie primeraných rezných rýchlostí. Takže pri brúsení otvorov s priemerom 5 mm s kruhom s priemerom 3 mm rýchlosťou iba 30 m / s musí mať vreteno rýchlosť otáčania 200 000 ot / min.
Aplikácia na zvýšenie rýchlosti remeňového pohonu je obmedzená maximálnymi povolenými otáčkami remeňa. Rýchlosť otáčania vretien poháňaných remeňmi zvyčajne nepresahuje 10 000 otáčok za minútu a remene kĺžu, rýchlo zlyhávajú (po 150 - 300 hodinách) a počas prevádzky vytvárajú vibrácie.
Vysokorýchlostné pneumatické kolesá tiež nie sú vždy vhodné kvôli veľmi výraznej mäkkosti ich mechanických vlastností.
Problém vytvárania vysokootáčkových vretien je obzvlášť dôležitý pri výrobe guľkových ložísk, kde sa vyžaduje kvalitné vnútorné a drážkové brúsenie. V tomto ohľade sa v priemysle obrábacích strojov a guľôčkových ložísk používa množstvo modelov takzvaných elektrovreteien s rýchlosťou otáčania 12 000 až 50 000 ot./min.
Elektrické vreteno (obr. 1) je trojnosové brúsne vreteno so zabudovaným vysokofrekvenčným motorom nakrátko. Rotor motora je umiestnený medzi dvoma výbežkami na konci vretena oproti brúsnemu kotúču.
Menej často sa používajú konštrukcie s dvoma alebo štyrmi podperami. V druhom prípade je hriadeľ motora spojený s vretenom pomocou spojky.
Stator vretenového motora je zostavený z elektrooceľového plechu. Má na sebe bipolárnu cievku. Rotor motora pri rýchlosti otáčania až 30-50 tisíc otáčok za minútu je tiež vytočený z plechu a vybavený klasickým skratovým vinutím. Majú tendenciu zmenšovať priemer rotora čo najviac.
Pri otáčkach nad 50 000 ot./min je kvôli značným stratám stator vybavený plášťom s chladením pretekajúcej vody. Rotory motorov určených na prevádzku pri takýchto rýchlostiach sú vyrobené vo forme pevného oceľového valca.
Voľba typu ložiska je obzvlášť dôležitá pre činnosť elektrovretena. Guľové ložiská so zvýšenou presnosťou sa používajú pri rýchlosti otáčania do -50 000 ot./min.. Takéto ložiská musia mať maximálnu vôľu nie viac ako 30 mikrónov, čo sa dosiahne správnym plnením. Ložiská pracujú s predpätím vytvoreným pomocou kalibrovaných pružín. Pri kalibrácii pružín predpätia guľôčkových ložísk a voľbe ich uloženia je potrebné venovať veľkú pozornosť.
Pri otáčkach nad 50 000 otáčok za minútu čapové ložiská fungujú uspokojivo, keď sú intenzívne chladené pracovným olejom dodávaným špeciálnym čerpadlom. Niekedy sa mazivo dodáva v striekanom stave.
Vysokofrekvenčné 100 000 ot./min elektrovretená sú tiež postavené na aerodynamických ložiskách (vzduchom mazané ložiská).
Výroba vysokofrekvenčných elektromotorov si vyžaduje veľmi precíznu výrobu jednotlivých dielov, dynamické vyváženie rotora, precíznu montáž a zabezpečenie presnej rovnomernosti medzery medzi statorom a rotorom.
V súvislosti s vyššie uvedeným sa výroba elektrovretení realizuje podľa osobitných technických podmienok.
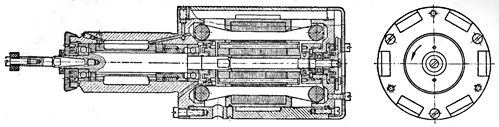
Obr. 1. Vysokofrekvenčné elektrické brúsne vreteno.
Účinnosť vysokofrekvenčných motorov je relatívne malá. Je to spôsobené prítomnosťou zvýšených strát ocele a strát trením ložísk.
Rozmery a hmotnosť vysokofrekvenčných elektromotorov sú pomerne malé.

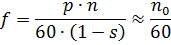
Ryža. 2. Moderné vysokofrekvenčné elektrické vreteno
Použitie elektrických vretien namiesto remeňových pohonov pri výrobe guľôčkových ložísk zvyšuje produktivitu práce vnútorných brúsok minimálne o 15-20% a výrazne znižuje zmetkovitosť v kužeľovitosti, oválnosti a čistote povrchu. Trvanlivosť brúsnych vretien sa zvyšuje 5-10 krát alebo viac.
Veľkému záujmu sa teší aj použitie vysokorýchlostných vretien na vŕtanie otvorov s priemerom menším ako 1 mm.
Frekvencia prúdu napájajúceho vysokofrekvenčný elektromotor sa volí v závislosti od požadovanej rýchlosti otáčania n elektromotora podľa vzorca
keďže p = 1.
Takže pri rýchlostiach otáčania elektrických vretien 12 000 a 120 000 otáčok za minútu sú potrebné frekvencie 200 a 2 000 Hz.
Na napájanie vysokofrekvenčných motorov sa predtým používali špeciálne vysokofrekvenčné generátory.Teraz sa na tieto účely používajú statické frekvenčné meniče na vysokorýchlostných tranzistoroch s efektom poľa.
Na obr. 3 je znázornený trojfázový synchrónny indukčný generátor domácej výroby (typ GIS-1). Ako je zrejmé z výkresu, na statore takéhoto generátora sú široké a úzke drážky. Poľné vinutie, ktorého cievky sú umiestnené v širokých štrbinách statora, je napájané jednosmerným prúdom. Magnetické pole týchto vinutí je uzavreté cez zuby statora a výstupky rotora, ako je znázornené na obr. 3 s bodkovanou čiarou.
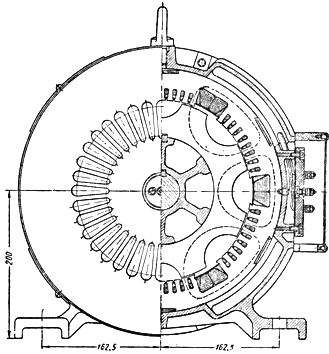
Ryža. 3. Generátor indukčného prúdu so zvýšenou frekvenciou.
Keď sa rotor otáča, magnetické pole pohybujúce sa pozdĺž výstupkov rotora pretína závity vinutia striedavého prúdu umiestneného v úzkych štrbinách statora a indukuje striedavý e. atď. c) Frekvencia tohto e. atď. c) závisí od rýchlosti otáčania a počtu uší rotora. Elektromotorické sily indukované rovnakým tokom vo vinutiach vinutia sa navzájom rušia v dôsledku blížiacej sa aktivácie cievok.
Budiaca cievka je napájaná cez selénový usmerňovač pripojený k elektrickej sieti striedavého prúdu. Stator aj rotor majú magnetické jadrá vyrobené z oceľového plechu.
Generátory opísanej konštrukcie sa vyrábajú s menovitým výkonom 1,5; 3 a 6 kW a pri frekvenciách 400, 600, 800 a 1200 Hz. Menovitá rýchlosť otáčania synchrónnych generátorov je 3000 ot./min.