Výbušné zváranie - čo to je a ako sa používa
 V procese navrhovania konštrukcií sa inžinieri veľmi často stretávajú s problémom výberu materiálu - tie materiály, ktoré sú ideálne na vykonávanie niektorých konštrukčných funkcií, nemajú potrebné vlastnosti na splnenie iných prevádzkových požiadaviek. Napríklad materiál môže mať dobrú odolnosť proti korózii, elektrickú vodivosť a tepelnú vodivosť, ale nedostatočnú tvrdosť alebo odolnosť proti opotrebovaniu. Materiály vyrobené zváraním výbuchom.
V procese navrhovania konštrukcií sa inžinieri veľmi často stretávajú s problémom výberu materiálu - tie materiály, ktoré sú ideálne na vykonávanie niektorých konštrukčných funkcií, nemajú potrebné vlastnosti na splnenie iných prevádzkových požiadaviek. Napríklad materiál môže mať dobrú odolnosť proti korózii, elektrickú vodivosť a tepelnú vodivosť, ale nedostatočnú tvrdosť alebo odolnosť proti opotrebovaniu. Materiály vyrobené zváraním výbuchom.
Výbušné zváranie ako možný technologický postup bolo objavené počas druhej svetovej vojny, keď sa po výbuchu bômb našli úlomky nábojov zvarených inými kovovými predmetmi. Začiatkom 60. rokov vyvinula spoločnosť DuPont praktický výbušný proces zvárania a patentovala ho v Spojených štátoch.
Odvtedy sa technológia zvárania výbuchom rýchlo vyvinula a používa sa v mnohých oblastiach, od výroby bimetalov pre ropný priemysel až po utesnené spoje v elektronike.Diely získané výbuchovým zváraním umožnili dosiahnuť dovtedy nedosiahnuteľnú hranicu životnosti produktu — až 30 rokov.
Proces výbuchového zvárania je na prvý pohľad celkom jednoduchý. Kovy, ktoré sa majú spojiť, musia byť umiestnené blízko seba s malou medzerou. Výbušná vrstva je rovnomerne rozložená po vrchnej doske. Výsledná sendvičová štruktúra praskne a vytvorí sa nový konštrukčný materiál.
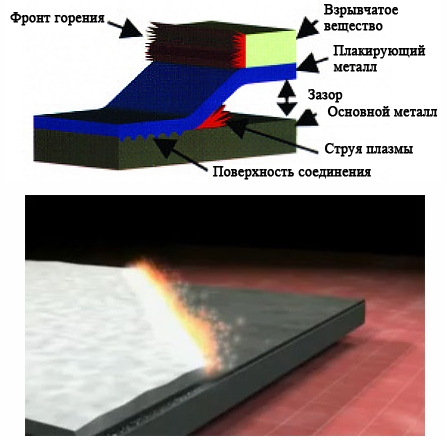
Proces výbušného zvárania
Z dvoch samostatných a často úplne odlišných materiálov možno získať jediné zvárané kovové zloženie. Bimetalová doska potom môžu byť ďalej spracované (napr. valcovaním) na použitie v rôznych výrobkoch. Hrúbka obkladovej vrstvy nanesenej na základný kov sa môže pohybovať od niekoľkých desatín milimetra do niekoľkých desiatok centimetrov.
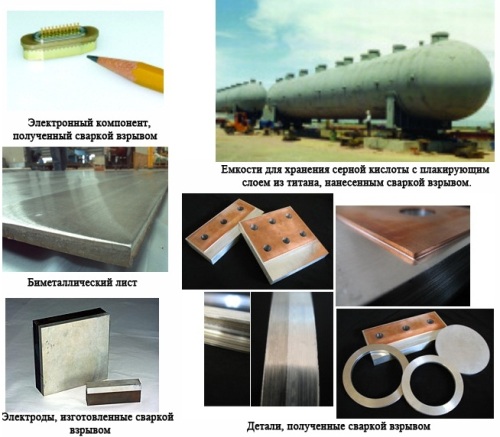
Príklady produktov získaných výbušným zváraním
Po zváraní je spravidla potrebné narovnanie výsledného spoja, ktoré sa vykonáva na valcoch alebo na lise. Nasledujú kontrolné operácie — mechanické skúšky a ultrazvukové skúšanie zvarového švu.
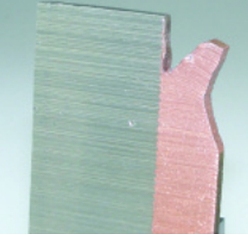
Testovanie zvarového spoja dlátom ukazuje, že lom pozdĺž zvaru nenastane.
Zvarená vzorka nehrdzavejúcej ocele a hliníka sa podrobí skúške ohybom. K lomu došlo v hliníku, nie vo zvare
V skutočnosti je však proces oveľa komplikovanejší. Na získanie kvalitného spojenia bez delaminácie je potrebná starostlivá kontrola množstva technologických parametrov a výroba vysokokvalitných kompozitov si vyžaduje značné skúsenosti v tejto veci.
Najbežnejšou zváracou trhavinou je igdanit (zmes dusičnanu amónneho a uhľovodíkového paliva, najčastejšie nafty).
Množstvo výbušnín sa môže značne líšiť, ale väčšina zváracích operácií sa vykonáva pomocou výbušnín s hmotnosťou 10 ... 1000 kg. Je zrejmé, že takúto nebezpečnú prácu nemožno vykonávať v bežnej výrobnej zvarovni. Tryskové zváranie by mali vykonávať licencovaní a skúsení inžinieri mimo miesta, kde sa nachádzajú osoby. Mali by sa dodržiavať preventívne opatrenia súvisiace s odstrelom a skladovaním výbušnín.
Počas procesu zvárania vzniká v zóne vystavenia výbušnine veľmi veľká sila, ktorá môže dosiahnuť niekoľko stoviek tisíc ton. Povrchové atómové vrstvy každého zo spájaných materiálov sú vystavené plazmovému prúdu. Plazma vyvoláva vznik kovovej väzby, pri ktorej sú kovy od seba oddelené valenčnými elektrónmi.
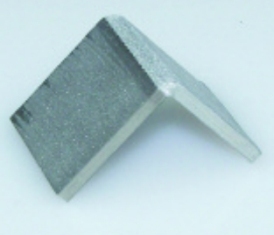
Na makroskopickejšej úrovni sa zvarový spoj javí ako vlnovka pozdĺž smeru výbuchu. "Amplitúda" tvorby vlny závisí od uhla a rýchlosti detonácie. V extrémnych prípadoch môže byť taká veľká, že vedie k nechceným dutinám pod hrebeňmi vĺn. Detonačný uhol je zvyčajne menší ako 30 stupňov.
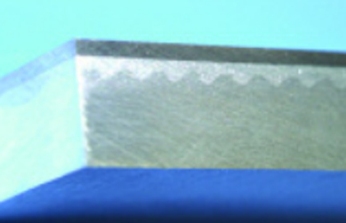
Na tejto fotografii je jasne viditeľná zvlnená povaha väzby medzi dvoma kovmi.
Výbušné zváranie má širokú škálu materiálov, ktoré je potrebné spájať. V niektorých prípadoch je možné kvalitu kompozitného zvarového spoja zlepšiť umiestnením tenkej medzivrstvy medzi dve rôzne vrstvy. Sendviče zo štyroch alebo viacerých vrstiev kovu tiež nie sú nezvyčajné.Celkový počet možných kombinácií bimetalov je podľa odborníkov viac ako 260 možností.
Použitie bimetalov získaných výbuchovým zváraním môže výrazne zvýšiť životnosť a zvýšiť spoľahlivosť tepelných, zlievarenských, ropných zariadení, výmenníkov tepla a nádob v chemickom priemysle. Pri výrobe elektród sa používajú oceľovo-hliníkové kompozity.
Zvárané bimetalové plechy možno použiť ako prechodové prvky pri montáži konštrukcií z rôznych kovov. Povlaky na obklady vyrobené z drahých kovov môžu výrazne znížiť náklady na diely, ktoré boli predtým vyrobené výlučne z drahých materiálov, pričom sa nezhoršia a niekedy dokonca získajú oveľa vyššie technické vlastnosti.
Výbušné zvárané konštrukcie sa úspešne používajú pri stavbe námorných konštrukcií, pretože dokážu výrazne znížiť alebo úplne eliminovať elektrochemickú koróziu v morskom prostredí. Tenké vrstvy tieniacich materiálov aplikované týmto spôsobom zvárania chránia kozmickú loď pred žiarením.