Sušiaca izolácia vinutí elektrických strojov
 Elektrické stroje vyschnú, keď izolácia vinutí a iných častí pod napätím navlhne, napríklad počas prepravy, skladovania, inštalácie a opravy, ako aj pri dlhšom vypnutí jednotky.
Elektrické stroje vyschnú, keď izolácia vinutí a iných častí pod napätím navlhne, napríklad počas prepravy, skladovania, inštalácie a opravy, ako aj pri dlhšom vypnutí jednotky.
Sušenie izolácie vinutia elektrických strojov bez špeciálnej potreby spôsobuje dodatočné neopodstatnené náklady a ak nie je správne udržiavaný režim sušenia, dochádza navyše k poškodeniu vinutia.
Účelom sušenia je odstrániť vlhkosť z izolácie vinutí a zvýšiť odpor na hodnotu, pri ktorej môže byť elektrický stroj napájaný. Absolútny odpor, MΩ, izolácie elektrických strojov, ktoré prešli veľkou opravou, musí byť aspoň 0,5 MΩ pri teplote 10 – 30 °C.
 Pre novo inštalované elektrické stroje by táto hodnota nemala byť nižšia ako hodnoty uvedené v tabuľke. 2 a pre elektromotory s napätím vyšším ako 2 kV alebo vyšším ako 1 000 kW je navyše potrebné určiť megohmetrom absorpčný koeficient pomer ka6c alebo R60 / R15.
Pre novo inštalované elektrické stroje by táto hodnota nemala byť nižšia ako hodnoty uvedené v tabuľke. 2 a pre elektromotory s napätím vyšším ako 2 kV alebo vyšším ako 1 000 kW je navyše potrebné určiť megohmetrom absorpčný koeficient pomer ka6c alebo R60 / R15.
Ak získané údaje ukazujú nevyhovujúci stav izolácie, elektrické stroje sú vysušené.
K odstráneniu vlhkosti z izolácie vinutia elektrického stroja dochádza v dôsledku difúzie, ktorá spôsobuje pohyb vlhkosti v smere tepelného toku z teplejšej časti vinutia do chladnejšej časti.
Pohyb vlhkosti je spôsobený rozdielom vlhkosti v rôznych vrstvách izolácie, z vrstiev s vyšším obsahom vlhkosti sa vlhkosť presúva do vrstiev s nižším obsahom vlhkosti. Pokles vlhkosti je zasa spôsobený poklesom teploty. Čím väčší je teplotný rozdiel, tým intenzívnejšie je vysychanie izolácie. Napríklad ohrevom vnútorných častí cievky prúdom je možné vytvoriť teplotný rozdiel medzi vnútornou a vonkajšou vrstvou izolácie a tým urýchliť proces sušenia.
Na urýchlenie sušenia musia byť špirály zahriate na hraničnú teplotu periodicky ochladzované na teplotu okolia. Preto je účinnosť tepelnej difúzie tým väčšia, čím rýchlejšie sa ochladzujú povrchové vrstvy izolácie.
oddiel. 1. Približný čas sušenia pre elektrické stroje
Elektromobily Minimálny čas, h, na dosiahnutie teploty Čas schnutia, h 50 ° C 70 ° C všeobecné minimum po dosiahnutí stabilného izolačného odporu, MOhm Malý a stredný výkon 2 — 3 5 — 7 15 — 20
3 — 5
Vysokovýkonný otvorený dizajn 10 — 16 15 — 25 40 — 60 5 — 10 Vysokovýkonný uzavretý dizajn 20 — 30 25 — 50 70-100
10 — 15
Počas procesu sušenia sa zvitky a oceľ musia zahrievať postupne, pretože pri rýchlom zahrievaní môže teplota vnútorných častí stroja dosiahnuť nebezpečnú hodnotu, zatiaľ čo zahrievanie vonkajších častí bude stále zanedbateľné.
 Rýchlosť zvyšovania teploty zvitku počas sušenia by nemala presiahnuť 4 – 5 °C za hodinu. Podľa PTE spotrebiteľských elektrických inštalácií sa meranie izolačného odporu na telese stroja a medzi vinutiami vykonáva pre vinutia elektrických strojov s napätím do 660 V vrátane. megaohmmeter s 1000 V a pre elektrické stroje je napätie vyššie ako 660 V - s megaohmmetrom pri 2500 V.
Rýchlosť zvyšovania teploty zvitku počas sušenia by nemala presiahnuť 4 – 5 °C za hodinu. Podľa PTE spotrebiteľských elektrických inštalácií sa meranie izolačného odporu na telese stroja a medzi vinutiami vykonáva pre vinutia elektrických strojov s napätím do 660 V vrátane. megaohmmeter s 1000 V a pre elektrické stroje je napätie vyššie ako 660 V - s megaohmmetrom pri 2500 V.
Podľa GOST 11828 — 75 sa však odpor vinutia elektrických strojov pre menovité napätie do 500 V vrátane meria megohmetrom navrhnutým pre 500 V, vinutia elektrických strojov pre menovité napätie vyššie ako 500 V — s megaohmmetrom na 1000 V. Preto PTE trochu sprísňujú požiadavky na testovanie izolácie pomocou megaohmmetra.
Meranie izolačného odporu vyrobené pri teplote vinutia 75 ° C. Ak sa izolačný odpor vinutí meria pri inej teplote, ale nie nižšej ako 10 ° C, môže sa previesť na teplotu 75 ° C.
Pred sušením izolácie vinutia elektrických strojov je potrebné miestnosť vyčistiť od zvyškov, prachu a nečistôt. Elektrické stroje musia byť starostlivo kontrolované a prefukované stlačeným vzduchom. Počas sušenia zmerajte izolačný odpor každého vinutia elektrického stroja voči uzemnenému telu stroja a medzi vinutiami (obr. 1).
Vždy pred meraním je potrebné odstrániť zvyškové náboje v izolácii; na to je vinutie uzemnené ku krytu na 3 - 4 minúty. Okrem toho pri sušení vinutí elektrických strojov je potrebné merať teplotu vinutia, okolitý vzduch a sušiaci prúd. V praxi by v dôsledku vysychania vinutia elektrických strojov nemal byť izolačný odpor pri teplote 750 ° C nižší ako údaje v tabuľke. 2.
oddiel. 2. Najmenší prípustný izolačný odpor vinutia elektrických strojov po vysušení
Stroje alebo ich časti Najmenší prípustný izolačný odpor Statory striedavého stroja s pracovným napätím: nad 1000 V 1 megaohm pri 1 kV pracovné napätie do 1000 V 0,5 MOhm pri 1 kV Kotvy jednosmerných strojov s napätím do 750 V vrátane 1 MOhm pre 1 kV Rotory asynchrónnych a synchrónnych elektromotorov (vrátane celého budiaceho obvodu) 1 MΩ na 1 kV, ale nie menej ako 0,2 — 0,5 MΩ Elektromotory s napätím 3000 V a viac: statory 1 MOhm pri 1 kV rotory 0,2 MOhm pri 1 kV 
Sušenie vinutí elektrických strojov metódou indukčných strát v oceli
V posledných rokoch boli zavedené racionálne metódy sušenia elektromotorov prostredníctvom indukčných strát v statorovej oceli so stacionárnymi strojmi, ktoré nesúvisia s prechodom prúdu priamo do vinutia. Pri tomto spôsobe sušenia existujú dva typy: straty v aktívnej oceli statora a straty v telese statora.
Ohrev elektromotorov sa deje stratami v dôsledku reverzácie magnetizácie a vírivé prúdy v aktívnej oceli statora striedavého elektromotora alebo induktora jednosmerného stroja zo striedavého magnetického toku generovaného v strojoch v jadre statora a plášti stroja.
Premenlivý magnetický tok vzniká špeciálnou magnetizačnou cievkou navinutou na tele stroja na jeho vonkajšom povrchu ťahaním drôtov pod rám (obr. 1, a) alebo na teleso a ložiskové štíty (obr. 1, b), striedavý magnet tok môže byť vytvorený a z indukčných strát v aktívnej oceli statora a telesa elektrického stroja (obr. 1, c).
Rotor indukčného alebo synchrónneho stroja musí byť odstránený, aby sa navinuli magnetizačné závity statora.
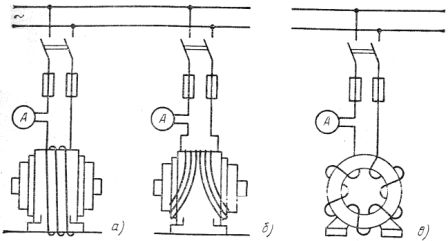
Ryža. 1. Sušenie elektrických strojov v dôsledku indukčných strát v oceli: o -v skrini stroja, b - v skrini a ložiskových štítoch, c - v skrini a aktívnej oceli statora
Magnetizačná cievka je vyrobená s izolovaným drôtom, prierez a počet závitov sú určené zodpovedajúcim výpočtom.
V procese sušenia sa izolačný odpor vinutia elektrických strojov počas prvého obdobia sušenia znižuje, potom sa zvyšuje a po dosiahnutí určitej hodnoty sa stáva konštantným. Na začiatku sušenia sa izolačný odpor meria každých 30 minút a pri dosiahnutí ustálenej teploty každú hodinu.
Výsledky sa zapisujú do sušiaceho denníka a zároveň sa vykresľujú krivky (obr. 2) pre závislosť izolačného odporu a teploty vinutí od času schnutia.Merania izolačného odporu, teploty vinutia a okolitej teploty pokračujú, kým elektrický stroj úplne nevychladne.
Sušenie vinutí elektrického stroja sa zastaví po tom, čo sa izolačný odpor prakticky nemení pri konštantnej teplote 3 až 5 hodín a ka6c je najmenej 1,3.
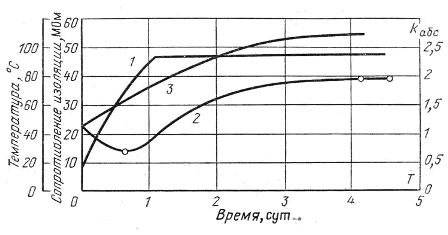
Ryža. 2. Krivky závislosti izolačného odporu 2, koeficientu absorpcie 3 a teploty vinutia 1 elektrického stroja od doby sušenia

Sušenie izolácie vinutia elektromotorov v sušiarni