Výpočty miery spotreby elektriny
 Pri vývoji noriem spotreby energie sa používajú tri hlavné prístupy: experimentálny, výpočtovo-analytický a štatistický.
Pri vývoji noriem spotreby energie sa používajú tri hlavné prístupy: experimentálny, výpočtovo-analytický a štatistický.
Skúsený spôsob vyžaduje merania spotreby elektrickej energie pre každú prevádzku v režimoch technologického procesu určených pravidlami. Spotreba elektriny na jednotku výroby sa určí sčítaním prevádzkových nákladov.
Tento prístup si vyžaduje použitie veľkého množstva meracích zariadení a značné náklady na pracovnú silu. Na získanie spoľahlivých výsledkov pre každú prevádzku je potrebné vykonať veľké množstvo meraní a štatistického spracovania výsledkov, ako aj porovnať získané údaje s nákladmi na miesto, dielňu, výrobu. Preto je táto metóda použiteľná najmä na určenie jednotlivých noriem v konkrétnom produkčnom prostredí.
Výpočtovo-analytická metóda zahŕňa určenie miery spotreby elektriny výpočtom — podľa pasových údajov technologického zariadenia, berúc do úvahy stupeň jeho zaťaženia, prevádzkové režimy a ďalšie faktory. Pri všeobecných výrobných normách sa musí brať do úvahy aj výkon a prevádzkové režimy všetkých pomocných zariadení (vetranie, zásobovanie vodou a kanalizácia, elektrické osvetlenie, potreby opráv atď.).
Prevádzkové režimy spotrebiteľov elektriny sa berú do úvahy pomocou rôznych koeficientov (zapnutie, nabíjanie atď.), ktorých empirický výber a náhodný charakter vedú k významným chybám. Výpočet súboru komponentov spotreby energie prvok po prvku spôsobuje, že metóda je mimoriadne časovo náročná.
Štatistický spôsob prideľovania založený na štatistickom spracovaní údajov o všeobecných a špecifických nákladoch za určité časové obdobie a identifikácii faktorov ovplyvňujúcich ich zmenu. Výpočty sa robia podľa odpočtov elektromerov a výstupných údajov produktu. Táto metóda je najmenej časovo náročná, spoľahlivá a široko používaná v praxi prideľovania spotreby energie. Pozrime sa na praktické metódy jeho implementácie.
Merná spotreba elektriny sa počíta pre špeciálne zariadenie — výrobný areál, dielňu alebo samostatnú energeticky náročnú jednotku, ktorá má pri vchode „vlastný“ pult. Organizácia merania elektriny je predpokladom efektívnej regulácie.
Technický systém merania elektriny sa často nezhoduje s administratívnym členením podniku z dôvodu zložitosti a rozvetvenia napájacích systémov. Preto pri menovaní správnych jednotiek, ktoré vykonávajú prídelový systém, musia byť zaradené do účtovných jednotiek.
Pre kontrolovaný objekt sa rozlišujú hlavné typy výrobkov, ktorých objem výroby je možné vypočítať za zmenu, deň alebo jeden cyklus prevádzky zariadenia. V súlade s tým sa odpočty elektromerov vykonávajú v zmenách, denne alebo pre každý pracovný cyklus.
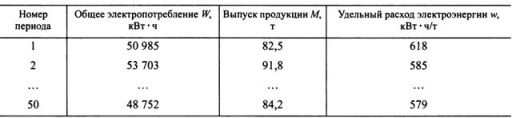
Na výpočet charakteristických ukazovateľov je potrebná prípravná etapa na zber štatistických údajov – minimálne 50 období. Tabuľka 1 ukazuje príklad zobrazenia počiatočných údajov. Na konci každého časového intervalu sa zaznamenáva celková spotreba elektriny zariadenia (na meter) a výrobný výkon. V poslednom stĺpci sa zadávajú hodnoty mernej spotreby elektriny, získané vzorcom w = W / M, kde W je skutočná spotreba elektriny na výrobu produktov vo výške M (množstvo je možné merať v rôzne jednotky).
oddiel. 1.
Skutočná merná spotreba elektrickej energie za rôzne časové obdobia nie je rovnaká, čo je spôsobené rôznym zaťažením vybraného objektu, prevádzkovými režimami, zložením surovín a ďalšími faktormi.Ak sú všetky tieto podmienky rovnaké, potom sú hodnoty jednotkových nákladov za rôzne obdobia blízke, ich rozdelenie by malo byť normálne (Gaussovo). V tomto prípade môžete získať priemernú hodnotu spotreby elektriny za niekoľko období a používať ho ako štandard.
Treba si uvedomiť, že rozdelenie experimentálnych dát je normálne (gaussovské) len v prípade rovnakých podmienok technologického procesu a rovnakých parametrov vyrábaného produktu. Údaje pomerne často nesledujú normálne rozdelenie v dôsledku dvoch faktorov.
Po prvé, môže dôjsť k zmene parametrov produktov, surovín alebo prevádzkových režimov zariadení. Napríklad druh ocele a profil valcovaného kovu majú veľký vplyv na spotrebu energie (valcovanie výstuže určuje mernú spotrebu energie 180 kWh, nehrdzavejúca oceľ rovnakého priemeru — 540 kWh). V týchto prípadoch by sa monitorovanie malo organizovať tak, aby sa získal požadovaný počet meraní z homogénnych produktov.
Po druhé, porušenie normálneho rozdelenia sa vysvetľuje technologickými vlastnosťami, ktoré sa v tomto prípade prejavujú odchýlkami od technológie, odmietnutými a zmeškanými triedami (napríklad objem taveniny je výrazne menší ako nominálny). Práve tieto prípady musí zodpovedný technológ identifikovať a prijať opatrenia. Odchýlka rozloženia od normálu vymedzuje určitú oblasť, ktorá určuje možné objemy úspor energie organizačnými opatreniami.
Na získanie primeraných noriem je potrebné skontrolovať súlad štatistického zákona o rozdelení mernej spotreby elektriny s normálnym (Gaussovým) rozdelením. Môžete použiť test podľa kritéria χ2... Ak získaná hodnota kritéria presahuje teoretickú hodnotu, hypotézu o zhode štatistického rozdelenia s normálom treba zamietnuť.
To znamená, že zo získaných údajov nie je možné vypracovať jednotnú mieru spotreby elektriny na jednotku výroby, potom ich treba rozdeliť podľa charakteristických technologických režimov, kalkulujúcich pre každú mieru spotreby energie, prípadne určiť štatistickú závislosť merná spotreba vplyvom ovplyvňujúcich faktorov w = f (x1, x2, x3), kde objemy výroby môžu pôsobiť ako faktory x1, x2, x3, teplota, rýchlosť spracovania atď.
Ak kontrola potvrdí, že rozdelenie jednotkových nákladov je blízke normálu, na základe týchto údajov možno určiť mieru spotreby elektriny. Pre sledovanie je najvhodnejšie nastaviť rozsah, v ktorom sa má merná spotreba energie pohybovať.
Rozsah je najjednoduchšie určený stredným prietokom a štandardnou odchýlkou. σ... Zjednodušene povedané, spodnú hranicu rozsahu možno predpokladať rovnú wmin = wWed — 1,5σ a hornú — wmax = wcp + 1,5σ... Podľa pravidla 10 — 20 % mernej elektriny spotreba prijatá v reálnych výrobných podmienkach, presahuje stanovený rozsah, čo je spôsobené chybami pracovníkov, porušením režimu, odchýlkami v kvalite výrobkov a pod.Technologický personál by mal venovať pozornosť takýmto prípadom a prijať opatrenia.
Zdôrazňujeme, že normy získané ktoroukoľvek z týchto metód odrážajú spôsoby spotreby energie na výrobu produktov iba v podniku, kde sa získavajú, a nemožno ich rozšíriť ani na priemysel ako celok, ani na iný podnik. Je to dané individuálnymi vlastnosťami každého podniku ako komplexného systému technologického typu.
Napríklad technologická norma na výrobu valcovania bola experimentálne stanovená v závislosti od teploty kovu, rýchlosti valcovania, kalibrácie, trenia ložísk, technologických strát atď. rezná rýchlosť a čas obrábania.Tieto výsledky sa však nedajú preniesť na všetky obrábacie stroje ani v rámci jedného závodu, pretože v praxi existuje veľa druhov obrábaných dielov a režimov obrábania.
Tiež, ako používate tieto rýchlosti získané pre každý detail? Je nemožné umiestniť elektromer v blízkosti stroja a porovnávať spotrebu každej časti s normou. Zovšeobecnenie noriem, berúc do úvahy počet a rozsah vyrobených dielov, povedie k veľkej chybe v dôsledku neschopnosti zohľadniť všetky faktory pri práci.
Tiež pomocou výpočtovej a analytickej metódy nie je možné prejsť od údajov o nominálnom výkone jednotlivých elektrických prijímačov, berúc do úvahy všetky možné technologické režimy, typy výrobkov, kvalitu surovín, až po spotrebu elektrickej energie pre dielňu alebo podnik. za mesiac, štvrťrok, rok.
Nie je možné získať odhadovanú hodnotu spotreby energie podniku súčtom rôznych špecifických noriem pre celý sortiment výrobkov. Na tento účel je potrebné vopred naplánovať nielen celkové množstvo produktov, ktoré sa uvoľnia v nasledujúcom mesiaci (štvrťrok, rok), ale tiež ho presne rozdeliť podľa značiek, charakteristík režimov spracovania a mnohých ďalších faktorov. To nebolo možné v podmienkach plánovaného hospodárstva a ešte viac teraz.
Nie je možné porovnávať rôzne podniky a podľa rozšírených noriem pre celý závod aj pri úzkych technologických cykloch. V roku 1985 teda v podnikoch železnej metalurgie merná spotreba elektrickej energie 1 tony valcovaných výrobkov nadobudla hodnoty od 36,5 do 2222,0 kW • h / t s priemyselným priemerom 115,5 kW * h / t; pre konvertorovú oceľ — od 13,7 do 54,0 kW • h/t s priemyselným priemerom 32,3 kW • h/t.
Takéto výrazné rozšírenie sa vysvetľuje rozdielom v technologických, organizačných a sociálnych faktoroch pre každú výrobu a je zrejmé, že priemernú priemyselnú normu nemožno rozšíriť na všetky podniky. Zároveň nemožno považovať podnik za neefektívny, ak presahuje priemer odvetvia.
Znížená produkcia, neúplné a nepravidelné využívanie zariadení vedie k vyšším jednotkovým nákladom, čím sa ďalej prehlbuje medzera v údajoch. Preto v dnešných podmienkach nemožno priemerné úrovne spotreby elektriny v priemysle použiť ani na predpovedanie spotreby energie, ani na odhad úspor energie.